
熱連軋機是生產熱軋卷板的軋鋼設備。熱連軋機通常包括:步進式連續(xù)加熱爐,高壓水除鱗置,帶立輥四輥可逆式粗軋機,飛剪,由6架串列布置的四輥軋機組成的精軋機組,卷取機,層流冷卻裝置,成品收集設備和各種運輸輥道。鋼坯通過加熱出爐后,通過高壓水除鱗去除氧化鐵皮,進入四輥可逆式粗軋機進行開坯,軋制成適合連軋機組軋制的中間坯料開坯過程中立輥保證鋼板的寬度,中間坯經(jīng)飛剪剪頭后,進入連軋機組.一次軋制成所需的規(guī)格,最后由卷取機收卷。軋制過程中,粗、精軋機均有高壓水對鋼板進行二次除鱗。 熱連軋機組通常采用全線自動化控制,并采用液壓AGC厚度自動控制、強力彎輥系統(tǒng)、快速換輥等新技術。

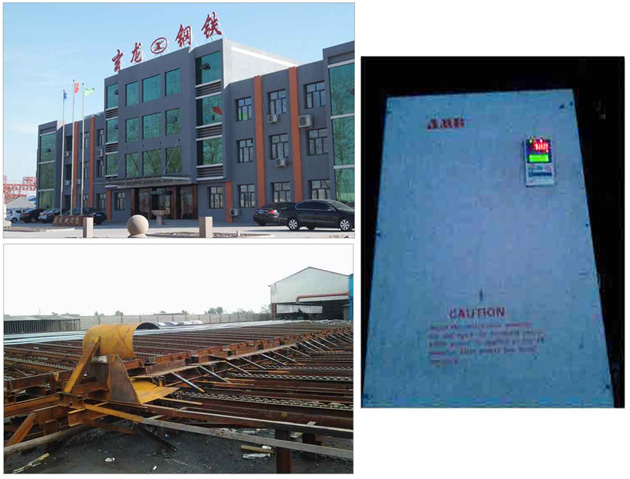

唐山市豐潤區(qū)玄龍鋼鐵有限公司鋁連鑄連軋機的主要工作是將經(jīng)原爐熔煉、靜止爐精煉后的高溫鋼液在快速冷卻的同時軋制成鋼板,最終通過卷取機卷成鋼卷。該設備主要有主軋機、鋼液位控制裝置、鈦絲進給、鑄嘴小車、石墨噴涂及行走、平動液壓剪、卷取機、卸卷車等,如圖所示。

該連軋機的系統(tǒng)技術性能參數(shù):軋制速度2.0m/min、卷重5000kg、卷徑φ610~1920mm、板寬1400mm、板厚6~8mm,軋機上下輥電機90kW。針對鑄軋機成套電控系統(tǒng)的工藝特點(長期穩(wěn)定連續(xù)生產、一旦事故停車將造成嚴重損失),選擇高性能、高可靠性的系統(tǒng)控制變頻器是滿足控制要求的關鍵。現(xiàn)要求:軋機下輥采用速度控制,上輥采用轉矩控制,且都采用變頻器控制。經(jīng)過對控制系統(tǒng)的全面分析,決定采用安邦信AMB600系列變頻器進行改造。

連軋機變頻器硬件接線圖
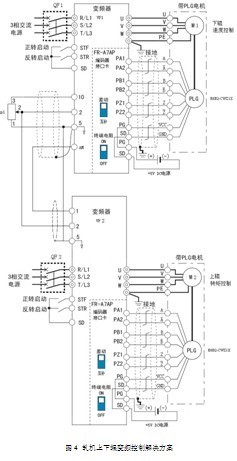
連軋機變頻器硬件接線圖如圖所示。VF1下輥變頻器的速度設定采用電位器,并連接了PLG差動輸入信號作為閉環(huán)矢量控制的反饋信號,跳線設置如圖4中標識所示,同時輸出轉矩信號給VF2變頻器。VF2上輥變頻器采用轉矩控制,其轉矩命令來自于VF1的輸出,速度限幅來自于VF1的速度。
AMB600系列變頻器性能參數(shù)
控制方式:開環(huán)矢量控制(SVC)、V/F控制、閉環(huán)矢量(VC)、開環(huán)轉矩控制、位置環(huán)控制
啟動轉矩:0.5Hz/150%
調速范圍:1:100 (SVC)、1:1000(VC)
穩(wěn)速精度:±0.5%(SVC)、±0.05%(VS)
電壓等級:220V、380V、690V、1140V
超大功率驅動技術:單機380V、680Kw,并機2000Kw

使用變頻器改造前后,系統(tǒng)功能變化巨大,相比改造前的系統(tǒng)性能,改造后系統(tǒng)擁用了高精度的速度控制、轉矩控制,完全滿足了鋼板高精度、高轉矩的工業(yè)要求。同時實現(xiàn)了系統(tǒng)的穩(wěn)定性和可靠性。

安邦信AMB600有速度傳感器的矢量控制方式,主要用于高精度的速度控制、轉矩控制、簡單伺服控制等對控制性能要求嚴格的使用場合。在該方式下采用的速度傳感器一般是旋轉編碼器,并安裝在被控電動機的軸端。在鋼連鑄連軋機中,用2臺高精度閉環(huán)矢量安邦信AMB600變頻器進行控制,較好地解決了鋼板高精度、高轉矩的工業(yè)要求。

 中文
中文 English
English



 0755-81719530
0755-81719530 amb@ambition.com.cn
amb@ambition.com.cn 深圳市龍華新區(qū)工業(yè)東路利金城科技工業(yè)園7棟1、5、6層
深圳市龍華新區(qū)工業(yè)東路利金城科技工業(yè)園7棟1、5、6層